Online Turbidity Meters from Pi are called TurbSense® and include analysers, controllers and monitors which determine true online turbidity and/or suspended solids in water, using a nephelometric measurement of scattered light in accordance with ISO 7027. The TurbSense® sensor uses LED optical technology to provide an extremely stable, accurate, low maintenance sensor.
The TurbSense® online turbidity meter is a breakthrough in measurement technologies in that it automatically varies the light output so that the turbidity can be measured independently of background light and electronic drift.
Ranging from 0.01 NTU to 1000 NTU with a resolution in the 0-10 NTU range of 0.001, the TurbSense® online turbidity meter provides:
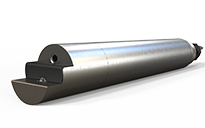
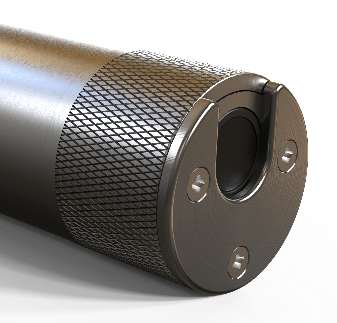
Each probe is equipped with a light source, a side detector for the measurement of scattered light from the sample and a reference detector for monitoring the light output. The light source is a long-life IR LED emitter. This configuration allows accurate and reliable measurements of online turbidity and suspended solids to be made. Reliable calibration can be carried out using a single calibration with no need for a ‘zero’.
The probes are constructed of stainless steel and sapphire so can withstand demanding operating environments. An Autoclean system can be included to keep the optical surfaces clean, thereby reducing maintenance to a potential ‘maintenance free’.
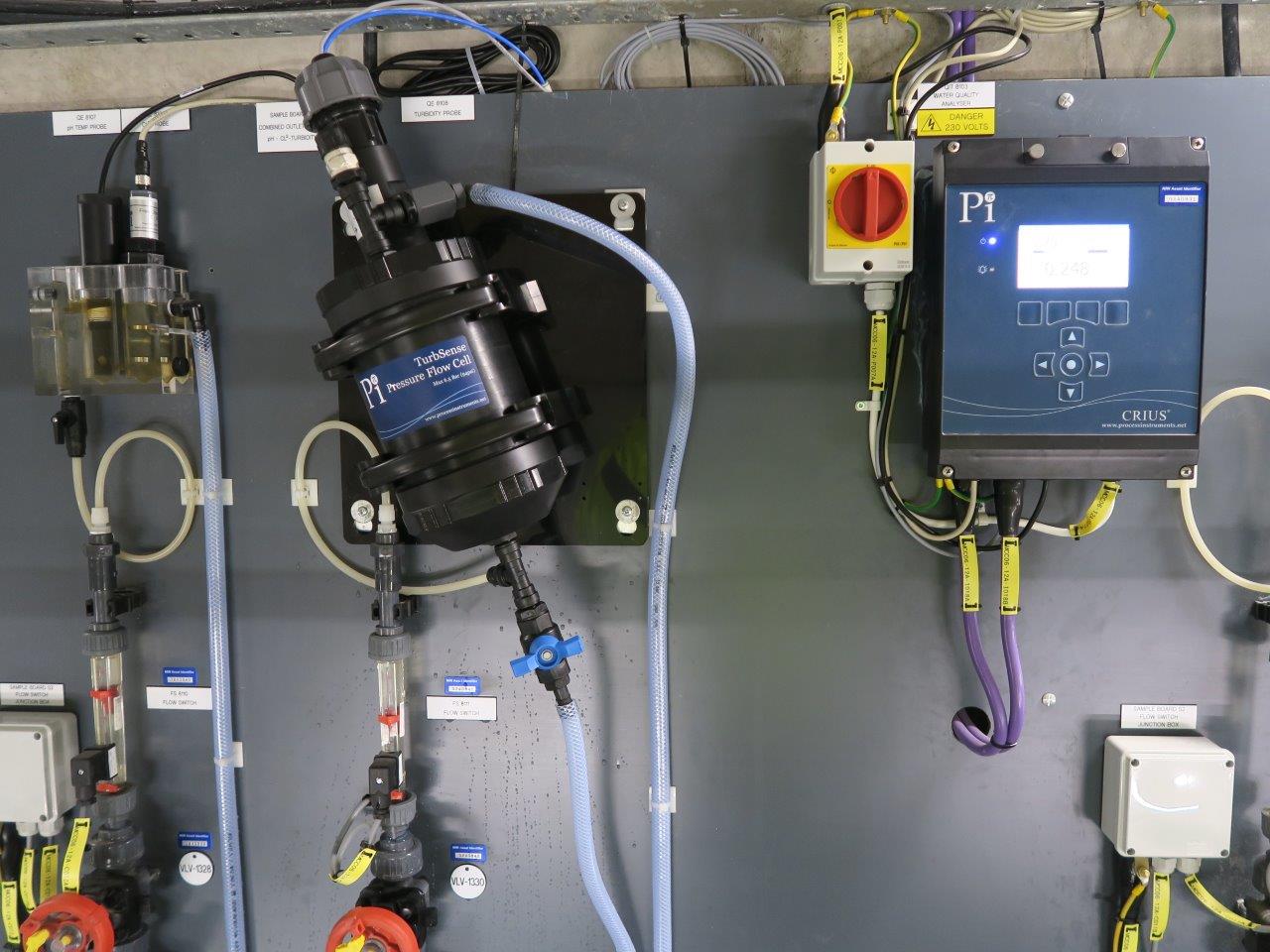
The TurbSense® online turbidity meter is suitable for dip monitoring and mounting in a debubbling flow cell.
The operating principle of the online turbidity meter is subject to a patent application and is unique in the way it handles the data it receives in order to calculate a zero, to calibrate and to derive the NTU (FNU) value from the readings.
Key Benefits
Applications
Options
Calibration
FAQs
Focus On
Downloads
Key Benefits
AutoClean solid state optical sensor – no moving parts
Single point calibration – very easy to use
Stable and reliable – excellent process control
Suitable for all potable, waste and process waters between 0 NTU and 1000 NTU
‘Maintenance free’ – low cost of ownership
No ‘zero’ required – improved accuracy at the low end
Up to 1 year between calibration – very little drift
Up to 10 bar – for inline operation
0.001 resolution
Automatic debubbling and bubble removal solutions – no interference from bubbles
The TurbSense® online turbidity meters are available with different controllers giving you the same great performance with different communication, display, and control options. With the TurbSense® range of online turbidity meters, you get everything that you need – and nothing that you don’t, without sacrificing the quality of the measurement.
The online turbidity meters from Pi are now in use around the world providing trouble free, easy to use solutions to a range of online turbidity monitoring and control.
Applications
Anywhere where the measurement range is 0.01-1000 NTU (approx 0-2000 mg/l, application dependent) is a suitable application for the TurbSense® online turbidity meter.
Traditional online turbidity monitoring applications where the TurbSense® is particularly suited:
Small water treatment plants, secondary disinfection plants etc. tend to suffer from similar problems wherever they are in the world. The first is lack of communications SCADA infrastructure, the cost of which to install can be prohibitive. The second is the lack of a central DCS control infrastructure, again the installation of which can be cost prohibitive. The third is the remote location. Often these water treatment plants are in remote and difficult to access locations.
With these three issues facing many water engineers around the world, a low cost solution providing solutions to all three issues is available from Pi. A CRIUS®4.0 controller has the on board capacity to provide small scale SCADA, and full online PID control whilst the sensors (e.g. chlorine, pH, turbidity etc.) are suitable for long term operation without operator intervention.
To demonstrate the remote access capability of the CRIUS®4.0 please click here.
To learn more about the control capability of the CRIUS®4.0 please click here.
To hear more about other customers using the CRIUS®4.0 multi-parameter controllers in a similar way why not contact us?
Options
Options for the TurbSense® include;
Flow cell
Debubbler + flow cell
Pressure flow cell
Dip mounting kit
Solid secondary standard
The TurbSense® is designed to mount in a flow cell. The choice of flow cell will depend upon whether you have bubbles in your sample, what sort of bubbles and whether or not you need to put the measured sample back into the process.
However, the TurbSense® can be dip mounted in an open tank. Whilst this is possible, great care must be taken to avoid bubbles and stray light. In very clean water, it will be necessary to use a sun light shield.
In addition the TurbSense® can be supplied with a solid secondary standard, for calibrating or checking the calibration.
Calibration
The online TurbSense® turbidity meter can be calibrated by comparison with another measurement device (for example, a hand held turbidity meter), by placing it in a sample with known turbidity (for example, a Formazin solution or a suspension of latex spheres), or by the use of a solid secondary calibration block (please see Technical Note ‘TurbSense® Secondary Standards’ under downloads).
Calibration of TurbSense® is generally quicker and easier than with other turbidity sensors as there is no need to “zero” the sensor as through a clever use of the laws of physics (patented), there is no need for a zero.
There are three ways to calibrate almost any sensor and TurbSense® is no exception.
The first is to use another device, such as a handheld portable turbidity meter to determine the turbidity of the sample that the TurbSense® is monitoring.
The second is to put the TurbSense® into a sample with a known turbidity.
The third is to use a solid secondary calibration standard available from Pi, which fits over the end of the sensor.
Normally you would need to also put the other online turbidity sensor into a ‘zero’ to give the sensor two points to draw a calibration but the TurbSense® uses some fundamental laws of optics to make that zero unnecessary (patented).
Sapphire is used for the windows as it is tough and scratch resistant (much more than glass or quartz). Its use also allows the windows to be thin (because it’s stronger) and therefore have good optical transmission.
The maximum temperature of the sample being monitored is 50°C. We choose 50°C because it is well within the upper limits of the electronic components that we use and still gives a good range or temperature for measuring online turbidity.
You can if the turbidity is high enough or the pipe is big enough.
To achieve a high level of performance the TurbSense® uses a powerful light source and sensitive optics. This means that in a pipe, reflections from walls and bends can cause inaccurate readings. The higher the turbidity, the closer the reflective surfaces can be so that at >200NTU putting the TurbSense® online turbidity meter in a pipe should be no problem.
For optimum performance fit an AutoClean unit to the sensor. This can be used to periodically clean the sensor window to ensure the highest accuracy in readings. Try to avoid placing the sensor in direct sunlight as the sensitive optics can pick up infra-red light emitted by the sun.
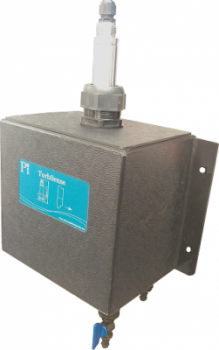
The flow chamber removes entrained bubbles to prevent them causing an interference to measurements. Its black polypropylene construction eliminates stray light and the lid removes ambient light, both potential sources of interference in measurements.
Turbidity is a measure of the cloudiness of water. How we measure turbidity is defined in international standard ISO 7027 and several US EPA standards. It is a measure of the amount of light that is scattered at 90 degrees. The more light that is scattered the higher the turbidity.
There are several units that are used for turbidity measurement and all of them are determined by the amount of light that is scattered through 90 degrees by a defined solution of formazin in water. The most common unit is NTU (Nephelometric Turbidity Unit) but there are also other units such as FTU (Formazin Turbidity Unit) and FNU (Formazin Nephelometric Unit). Typically NTU is used when the method is in compliance with a US EPA method such as 180.1 and FNU is used when the method of measurement is in compliance with the ISO standard 7027, but these are not fixed rules and the three units can be used interchangeably.
There is a hard upper limit for the measurement of turbidity which is 4000 NTU. This is the top of the definition of turbidity. Typically turbidities that people measure are much lower, for example drinking water will be less than one NTU and ofter less than 0.1 NTU. River water is typicall below 10 NTU when it is “clear” but can go up to 1000 NTU when it looks “muddy”.
1 NTU (Nephelometric Turbidity Unit) is a measure of the cloudiness of water that equates to a particular amount of Formazin dissolved in water. 1 NTU water looks clear to the human eye and might be found in a swimming pool or in drinking water.
When a turbidimeter (whatever the geometry between the source and the detector) is calibrated against Formazin it has the units FTU (Formazin Turbidity Unit). If the device complies with the US EPA mandated geometry and light source then the unit becomes NTU (Nephlometetric Turbidity Unit). If the device complies with the International standard ISO 7027 then the unit is FNU (Formazin Nepholmeteric Unit), although it is more commonly referred to as NTU. The relationship between FTU:NTU:FNU is 1:1:1.
The TurbSense® turbidimeter uses Modbus to communicate with the control electronics, that means that the sensor cable can be extended or shortened, but it cannot be replaced. This is because it is potted into the sensor to prevent water leaks.
Focus On
Focus Ons are a series of short articles distributed by email providing technical information regarding instrumentation, process measurement in potable, waste, process and pool waters. If you would like to join the mailing list, please contact us.
Why does the market need another turbidity sensor when so many are already available?
The simple answer to this question is that current sensors cannot overcome all of the common issues relating to online turbidity measurement. Pi’s patented TurbSense® has a solution for all these problems.
Did you know that…
…the TurbSense® uses a patented measurement method which means background light and electronic drift have no effect?
…Pi’s TurbSense® provides a resolution of 0.001NTU up to 1000NTU using a single point calibration with no zero required?
…the TurbSense® flow cell ensures the measurement is unaffected by both entrained and nucleated bubbles?
The problems with turbidity sensors and the TurbSense® solutions
Bubbles
All turbidity sensors are severely affected by bubbles because they affect the optical properties of the water they are in. To a sensor these bubbles look like turbidity. Bubbles can become entrained in the sample water and, when pressure is reduced, dissolved gases in the water can also nucleate on any surface as bubbles, including the sensor window. Both nucleated and entrained bubbles can result in erroneous readings, affecting the reliability of the measurements.
Pi’s CRONOS® and CRIUS®4.0 TurbSense® can utilise a flow cell, in which the sample flow passes through a baffle system, forcing the entrained air out of the sample. Furthermore, the TurbSense® can regularly drop the level of the water in the flow cell, causing any nucleated bubbles on the sensor to burst. These simple, yet highly effective features ensure the turbidity sensor is free of interference due to entrained and nucleated bubbles.
Calibration
Most nephelometric turbidity analysers either need a ‘factory set’ zero which can drift over time or a ‘zero NTU’ sample to determine the ‘zero’ during a calibration. It is almost impossible to source a ‘zero NTU’ sample due to the ease of contamination, so determining the ‘zero’ of a turbidity analyser is a big problem… but not for the TurbSense®!
Pi’s CRONOS® and CRIUS®4.0 TurbSense® has a very clever and simple calibration system, removing the need for a ‘zero’. Pi’s TurbSense® takes advantage of the linear nature of 90° nephelometric turbidity to determine the zero. By halving the output light from the sensor the TurbSense® halves the detected light at a constant turbidity. Therefore, the zero can be back calculated which removes any drift and ensures the most accurate zero achievable.
To see a technical discussion on the measurement techniques employed by the TurbSense®, click here.
Fouling of optics
Turbidity probes are used in a wide variety of water applications from potable to waste waters. In many applications, the sample water can contain materials which can foul the optics preventing consistent accurate measurements. Both particulates and bubbles could partially or completely block sensor optics. Taking the sensor out of a sample to manually clean is an inconvenience to an industrial process as it may need shutting down to do this. Pi’s TurbSense® ensures fouling is never a problem and manual cleaning is rarely required by utilising the autoclean functionality in which water can be jetted across the optics, effectively keeping the sensor clean.
Poor accuracy at low level turbidities
Often as a result of manufacturers setting a zero, any subsequent drift from electronics results in small errors. At low level turbidities, small errors can lead to a significant impact on the accuracy of the measurements. Due to the patent applied for optical calibration method used by the TurbSense® this is never an issue. Any drift is removed when a new zero is established on calibration. Using this approach the end user can always have confidence in the measurements made by TurbSense®.
To summarise, Pi’s TurbSense® has all the functionality required to provide a highly accurate and reliable system. The instrument is free from the issues so many of the current online turbidity instruments are plagued by, and with full functionality the instrument remains competitive on price.
For a technical discussion on the effect of bubbles or on the measurement techniques employed by the TurbSense®, click here.
A Water Treatment Works in Georgia, US, recently trialled a TurbSense® online turbidity analyser from Pi (supplied by Pi’s US technology partner, Chemtrac Inc.).
The instrument was installed on the raw water inlet alongside a different manufacturer’s surface scatter turbidity meter. The results of the instruments were compared against a HACH 2100N Laboratory Turbidimeter.
The Plant
The trial plant had used the competitor’s surface scatter for some time on their raw water, however they found that the accuracy of their results vs their HACH 2100N Laboratory Turbidimeter was poor, and they therefore trialled the TurbSense® as a potential alternative
Auto-Cleaning
TurbSense® was equipped with its autoclean capability, which actively cleans the sensor with a water jet to remove dirt from the sensor tip on a regular basis, however this wasn’t used during the trial so the customer could see how quickly the sensor fouled.
Results
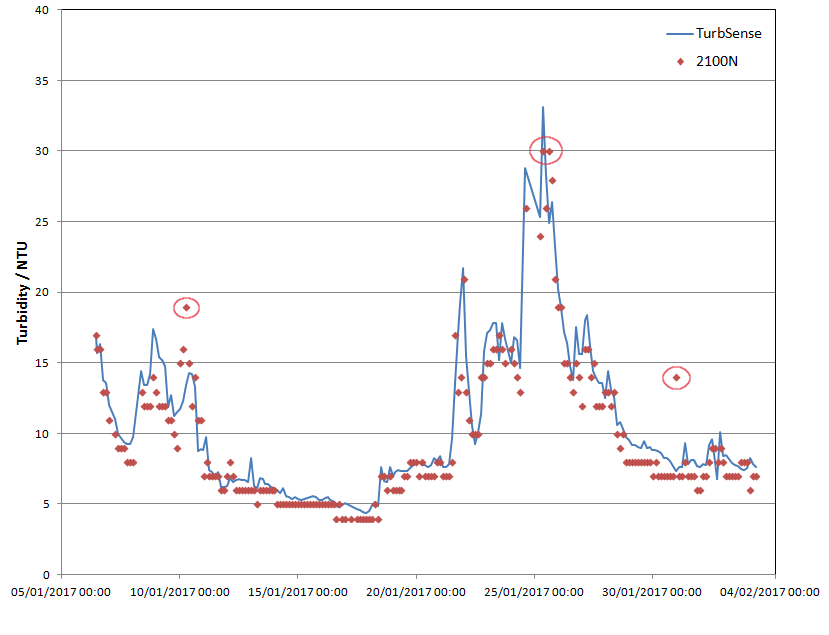
Measurements from the 6th of January 2017 to the 31st January 2017 have been used to demonstrate the variation between the two analysers. This data set was chosen to be representative of the whole trial.
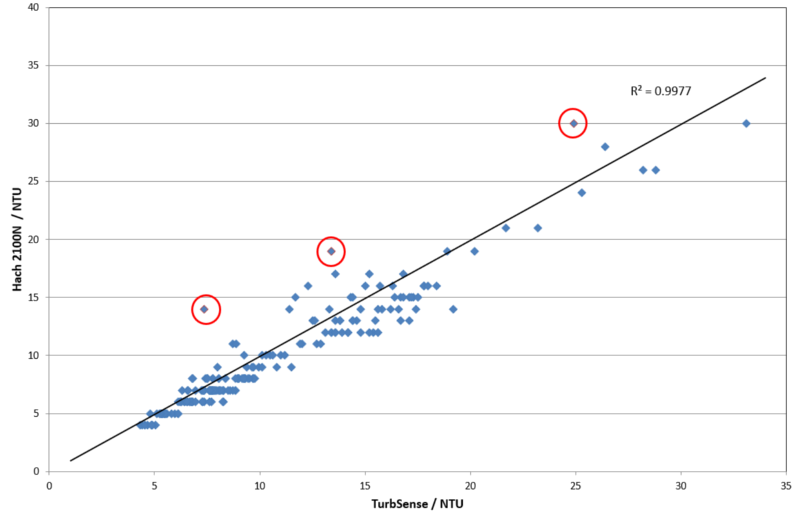
The trial found that the CRIUS® TurbSense® from Pi (HA4 from Chemtrac in the USA) provided the most accurate and reliable turbidity meter. Graph 1 shows the correlation between the HACH Laboratory Turbidimeter and the Pi TurbSense® online turbidity meter. The graph clearly shows that online results and lab results have a high correlation. The three results circled are anomalous and are probably due to a sampling error.
Graph 2 continues the correlation between the online and laboratory results.
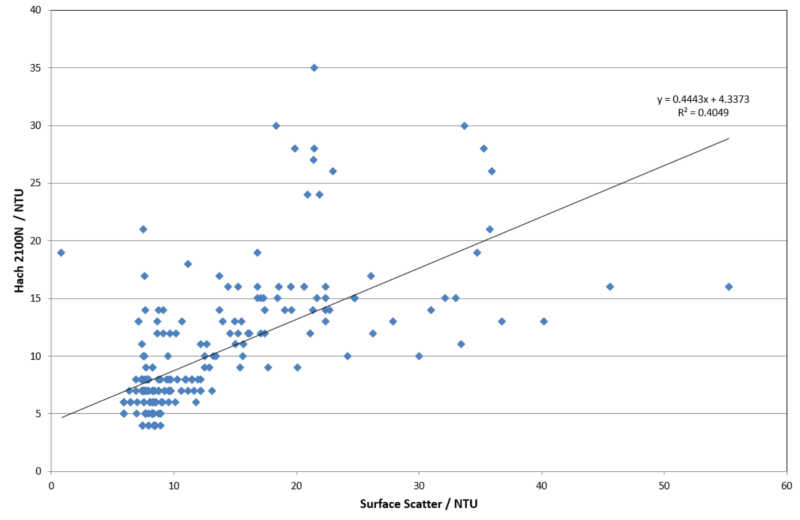
Graphs 3 and 4 both show the same data set, but this time for the online surface scatter results plotted against the laboratory results. An x-y plot of laboratory results vs the surface scatter turbidity meter results shows a very poor correlation between them.
Conclusion
The data from the trial clearly shows a highly reliable correlation between the actual turbidity (as determined by the bench top lab unit) and the TurbSense® online turbidity meter from Pi. Perhaps surprisingly, and counter intuitively, the results show a much better correlation with the sample contacting TurbSense® than with a competitor’s non-contacting surface scatter turbidity meter.
Many different sites ranging across the whole water industry have a daily struggle to keep instrumentation functioning correctly due to fouling. However, did you know that…
…self cleaning and self flushing systems are now available from Process Instruments for most types of sensors? …these fouling removal systems can extend the life of sensors and drastically reduce maintenance regimes? …Pi’s self cleaning/flushing systems are affordable, simple and trouble free by design?
Sensor Fouling
Whatever the process being monitored is, there is often something in the sample water capable of fouling a sensor, and therefore causing erroneous results. The obvious solution to this problem is to clean the sensor, but how regular should inspection and cleaning programs be for each piece of instrumentation? Too regular and the inspection and cleaning regime is time consuming and unnecessarily costly. Not often enough and the instrumentation will give false results and probably fail prematurely.
What is the solution?
Process Instruments’ AutoClean and AutoFlush Systems
Simple, reliable and easy to maintain, Process Instruments’ AutoClean/AutoFlush systems are an alternative to mechanical cleaning mechanisms which can clog and break. By regularly spraying the sensor/probe with clean water or air, the sensor remains clean and free from fouling for extended periods of time. The sensor cleaning cycle is activated by Pi’s controller for a user selectable length of time and frequency so that no matter how dirty the application, the probe remains clean. With no moving parts in the sensor body or in the cleaning attachment there is nothing to replace or check other than a simple valve positioned in an easy to reach location.
Pi’s AutoClean and AutoFlush systems can give trouble free and fouling free functioning of sensors for weeks, if not months, at a time.
A solution for each application
AutoClean
This option can be added to our pH, ORP, Turbidity, Suspended Solids and Dissolved Oxygen (DO) sensors. Consisting of an end cap to direct the flow of clean water (or air for a DO sensor) across the face of the sensor blasting any dirt away. The cleaning is controlled by a single valve positioned in an easily accessible location.
AutoVerify
If using air to clean a DO sensor the system can also automatically verify that the sensor is still responding correctly, removing any need to remove the sensor from the sample for months at a time.
AutoFlush
For sensors that require flow cell mounting like Chlorine, Ozone and Chlorine Dioxide, an Autoflush system has inbuilt valves which automatically start/stop the sample flow and control the flow of clean water past the probe. The user can set the flushing interval and duration to keep the flow cell and sensor clear from fouling. For particularly dirty or stubborn contaminants, warm water can be used as the flush water to aid cleaning.
With the above options, whatever the application or parameter being measured, Process Instruments will be able to provide a monitoring system that will not only be accurate, precise and long lasting but that will also remain free from fouling and save the operator both time and money.
"Over the last few years we've purchased chlorine and turbidity analyzers from Chemtrac (Pi's US partner) and with routine calibration, the probes measure the chlorine and turbidity without any issue. We are very happy with this product and would highly recommend them."
Pi’s representatives in China have completed installation of two recirculating cooling water systems at the China National Indoor Stadium, one of the venues hosting the ice hockey tournament at the
Louis Wilmot joined Pi at the beginning of January 2022 to provide sales and applications support to Pi’s customers in the South, South West, Midlands, North West of England and
Bill Sykes of Process Instruments (UK) Ltd. was at Mourne WTW in Northern Ireland recently commissioning the multi-parameter CRIUS® controllers from Pi. Queen’s Award Winning CRIUS® Controller from Pi Each
The CoagSense coagulation controller from Pi was recently a huge success at an event held by Pi’s China distributor, Fred Fan, for the Jiangxi Province Water Industry Association. Fred was
Please enter your name and email address to download this file.
Subscribe to receive technical and applications information in the following categories:
This website uses cookies to ensure you get the best experience on our website. Read our cookies policy here.
 Small water treatment plants, secondary disinfection plants etc. tend to suffer from similar problems wherever they are in the world. The first is lack of communications SCADA infrastructure, the cost of which to install can be prohibitive. The second is the lack of a central DCS control infrastructure, again the installation of which can be cost prohibitive. The third is the remote location. Often these water treatment plants are in remote and difficult to access locations.
Small water treatment plants, secondary disinfection plants etc. tend to suffer from similar problems wherever they are in the world. The first is lack of communications SCADA infrastructure, the cost of which to install can be prohibitive. The second is the lack of a central DCS control infrastructure, again the installation of which can be cost prohibitive. The third is the remote location. Often these water treatment plants are in remote and difficult to access locations.
 Most nephelometric turbidity analysers either need a ‘factory set’ zero which can drift over time or a ‘zero NTU’ sample to determine the ‘zero’ during a calibration. It is almost impossible to source a ‘zero NTU’ sample due to the ease of contamination, so determining the ‘zero’ of a turbidity analyser is a big problem… but not for the TurbSense®!
Most nephelometric turbidity analysers either need a ‘factory set’ zero which can drift over time or a ‘zero NTU’ sample to determine the ‘zero’ during a calibration. It is almost impossible to source a ‘zero NTU’ sample due to the ease of contamination, so determining the ‘zero’ of a turbidity analyser is a big problem… but not for the TurbSense®!
 A Water Treatment Works in Georgia, US, recently trialled a TurbSense® online turbidity analyser from Pi (supplied by Pi’s US technology partner, Chemtrac Inc.).
A Water Treatment Works in Georgia, US, recently trialled a TurbSense® online turbidity analyser from Pi (supplied by Pi’s US technology partner, Chemtrac Inc.).
 TurbSense® was equipped with its autoclean capability, which actively cleans the sensor with a water jet to remove dirt from the sensor tip on a regular basis, however this wasn’t used during the trial so the customer could see how quickly the sensor fouled.
TurbSense® was equipped with its autoclean capability, which actively cleans the sensor with a water jet to remove dirt from the sensor tip on a regular basis, however this wasn’t used during the trial so the customer could see how quickly the sensor fouled.
 The trial found that the
The trial found that the 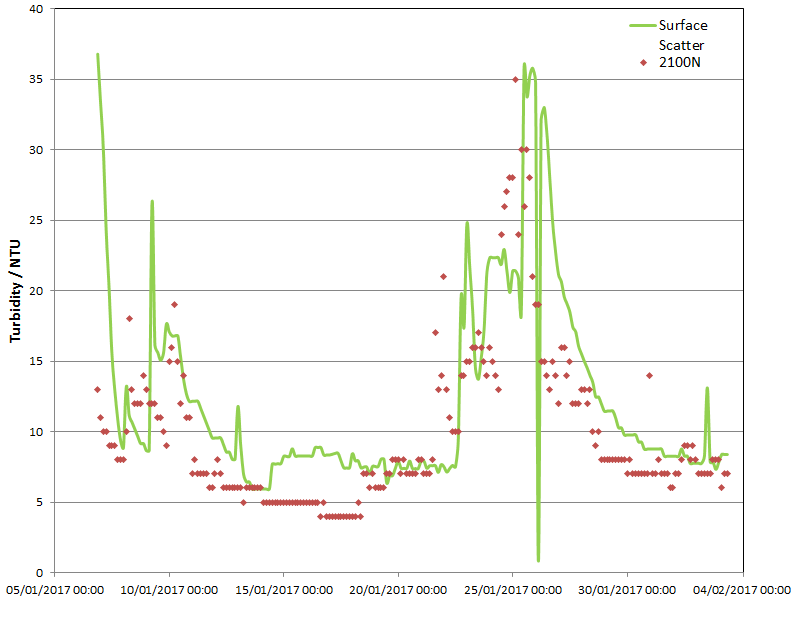 Graphs 3 and 4 both show the same data set, but this time for the online surface scatter results plotted against the laboratory results. An x-y plot of laboratory results vs the surface scatter turbidity meter results shows a very poor correlation between them.
Graphs 3 and 4 both show the same data set, but this time for the online surface scatter results plotted against the laboratory results. An x-y plot of laboratory results vs the surface scatter turbidity meter results shows a very poor correlation between them.
 Whatever the process being monitored is, there is often something in the sample water capable of fouling a sensor, and therefore causing erroneous results. The obvious solution to this problem is to clean the sensor, but how regular should inspection and cleaning programs be for each piece of instrumentation? Too regular and the inspection and cleaning regime is time consuming and unnecessarily costly. Not often enough and the instrumentation will give false results and probably fail prematurely.
Whatever the process being monitored is, there is often something in the sample water capable of fouling a sensor, and therefore causing erroneous results. The obvious solution to this problem is to clean the sensor, but how regular should inspection and cleaning programs be for each piece of instrumentation? Too regular and the inspection and cleaning regime is time consuming and unnecessarily costly. Not often enough and the instrumentation will give false results and probably fail prematurely.
 Pi’s AutoClean and AutoFlush systems can give trouble free and fouling free functioning of sensors for weeks, if not months, at a time.
Pi’s AutoClean and AutoFlush systems can give trouble free and fouling free functioning of sensors for weeks, if not months, at a time.
 If using air to clean a DO sensor the system can also automatically verify that the sensor is still responding correctly, removing any need to remove the sensor from the sample for months at a time.
If using air to clean a DO sensor the system can also automatically verify that the sensor is still responding correctly, removing any need to remove the sensor from the sample for months at a time.






{kind=link}
{kind=link}
{kind=link}